
Projekt: DIY 3D Printer - RepRap Prusa i3
Hej,
Har nu bestämt mig för att starta upp ännu ett projekt medans jag väntar på delar till mitt hemlarm (Annan tråd) efter mycket surfande hittade jag en modell av 3D skrivare som jag fick för mig att den skulle vara görbar med mina kunskaper och en hel del informationssökande.

RepRap Prusa i3
De började med att jag hade en gräns på 2000:- för en färdig skrivare... men den gränsen lyckades jag spränga, fast jag räknat på de dyraste delarna. Tror det ligger på 2800:- i skrivande stund och då saknar jag några skruvar och muttrar.
Tanken med den här tråden är att komma i kontakt med andra som byggt 3D skrivare och utbyta lite kunskap och samtidigt dela med mig av mina erfarenheter. Om bygget går vägen, kan jag tänka mig att hjälpa andra komma igång med sina byggen genom att hjälpa er printa ut delarna som behövs för stommen, är rätt så dyrt att köpa dessa delar.
LÄNKAR:
http://reprap.org/wiki/Prusa_i3_Build_Manual
Minitronics v1.0
http://reprapworld.com/?products_details&products_id=359&cPath=1591_1647
RAMPS 1.4
http://reprap.org/wiki/RAMPS_1.4#Source
Arduino MEGA 2560 Rev3 requires Arduino software version 0023:
http://arduino.googlecode.com/files/arduino-0023.zip
RAMPS Firmware
http://reprap.org/wiki/List_of_Firmware#RepRap_Firmware
RAMPS Firmware (Sprinter)
https://github.com/kliment/Sprinter
printrun / Slic3r (Utskrift)
http://koti.kapsi.fi/~kliment/printrun/
Repetier (Utskrift)
http://www.repetier.com/download/
NetFabb basic (Fixa 3D modellen så att den går att skriva ut)
www.netfabb.com/download.php?pikey=djYQuWW2VO65kx4
Kalibrering - http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide
Printbed - http://reprap.org/wiki/Bed_material#Experiments_with_ABS_on_various_bed_materials
Inköpslista
http://reprap.org/wiki/Prusa_i3_Rework_Bill_of_materials
Här kan ni köpa de flesta delarna som behövs.
3dReserven.se
Min inköpslista
1. 1 Mega2560 R3 + 5 pcs A4988 + RAMPS 1.4 3D Printer Kit For Arduino RepRap, 405:- (Ebay)
2. 1 High 5pcs nema 17 stepper motor 1.7A 4000g.cm 2phase CNC&Reprap 3D Printer CNC, 464:- (Ebay)
3. 1 J-Head MKV Hot End 0.5mm/3mm, 228:- (Ebay)
*4. 1 RepRap Prusa Mendel i3 Printed Parts Kit,421:- (Ebay)
4. 1 Prusa i3 Printed Parts - White - ABS 550:- (Reprapuniverse.com)
4b. 1 Hobbed Bolt for RepRap 3D Printer 45:- (Reprapuniverse.com)
5 1 2st GT2 kugghjul till steppermotor (GT2 Pully) 2m GT2 rem +skruvar, 107:- (Ebay)
5. 10 LM8UU glidlager,41:- (Ebay)
6. 1 4st 608 kullager 1st 624 kullager,94:- (Kullagergrossisten.se)
7. 2 CNC 5x5mm Top Tight Motor Encoder Shaft Coupler Flexible Coupling D20L25,68:- (Ebay)
8. 1 3st Endstop switch Prusa Mendel,CNC, 80:- (Ebay)
9. 1 Geeetech 70cm 5pcs 2pin & 3pin & 4pin Female-Female Jumper wires connector cable,58:- (Ebay)
10. 1 3D Printer MK2 heated bed Prusa with resistor and LEDs soldered for Reprap, 163:- (Ebay)
*11. 3 RUNDSTAV AL/SILVERELOX., 8mm X 1M,286:- (materialbutiken.se) / Bauhaus
11. 3 CENTERLESS SLIPAD AXEL 8 MMx1000MM, 114:-
12. 1 Kablage 1,5mm röd 20m, 69:- (Jula)
13. 1 Kablage 1,5mm svart 20m, 69:- (Jula)
*14. 1 Gängstav M10 X 1m, 25:- (Bauhaus / Biltema / ÖoB)
14. 2 Gängstav M8 x 1m, 18:- (Bauhaus / Biltema / ÖoB)
15. 1 Gängstav M5 X 1m, 15:- (Bauhaus / Biltema / ÖoB)
16. 1 Nätaggregat från dator (380w, 18Ax2), 0:-
17. 1 12volt chassifräkt från dator, 0:-
18. - Muttrar och brickor 100:- (Bauhaus / Byggmax)
19. 1 Aluminum Groove Mount Plate for Hot End, 50:-
20. 1 19mm Bulldog Clips (4 pieces), 20:-
(*Gäller ej längre)
Drift
1. 1 Symaskinsolja 150 ml (Smörja axlar), 29:-
2. 1 ABS plast Ø3mm 1Kg, 299:-
Blueprints: 3D modell av i3
2x Smooth rod Ø8x320 mm
2x Smooth rod Ø8x350 mm
2x Smooth rod Ø8x370 mm
2x Threaded rod M5x300 mm
* 4x Threaded rod M10x210 mm (För Prusa i3 Rework, kommer ej användas då jag bytt till orginal printed parts)
4x Threaded rod M8x210 mm (205mm för vanlig mutter, 210mm för låsmutter)
* 2x Threaded rod M10x380 mm (För Prusa i3 Rework, kommer ej användas då jag bytt till orginal printed parts)
2x Threaded rod M8x380 mm
10x LM8UU
2x Coupling 5x5mm
1x 624 ball bearing
4x 608 ball bearing
5x NEMA17 motor
1x GT2 belt 760mm
1x GT2 belt 900mm
2x GT2 Pulley
41x M3x14mm
7x M3x30mm
2x M3x60mm
6x M4x20mm
1x M8x30mm
1x M8x20mm
50x M3 mutter
6x M4 mutter
2x M5 mutter
14x M8 mutter
8x M8 Nylon låsmutter
*12x M10 mutter
60x Ø3mm bricka
24x Ø8mm bricka
*24x Ø10mm bricka
5x M3 låsskruv
(OBS! Inte helt hundra på dessa än)
Strömförsöjning
Ett nätaggregat från en gammal dator. Öppna nätaggregatet och koppla samman den gröna (ON/OFF) kabeln (Från den stor kontakten) med en av de svarta.

Kontrollera sedan hur de gula (12v+) kablarna är löddade i kretskortet. mitt nätaggregat har alla gula indelade i en anslutning förutom 2st (4pin kontakten).
Koppla samman lika många gula kablar som svarta (+, -) så att ni får två olika plus och två minus kablar som på bilden. På så sätt får man två stycken separata 12v kablar. Jag har valt att ha ytterligare ett par kablar för att driva en datorfläkt, 1 röd (5v+) och 1 svart kabel används då från nätaggregatet
Koppa sedan ihop dessa med 1,5mm tjocka kablar för att ansluta till Audrino RAMP 1,4. Ett par kommer vara för att driva motorerna (2st gula, 2st svarta) 12v 5A är minst rekommenderat. Det andra paret kommer användas för att driva värmeplattan och munstycket (4st gula, 4st svarta) Minst rekommenderat är 12v 11A.
(om ni är osäkra, kolla youtube: Hack a power supply
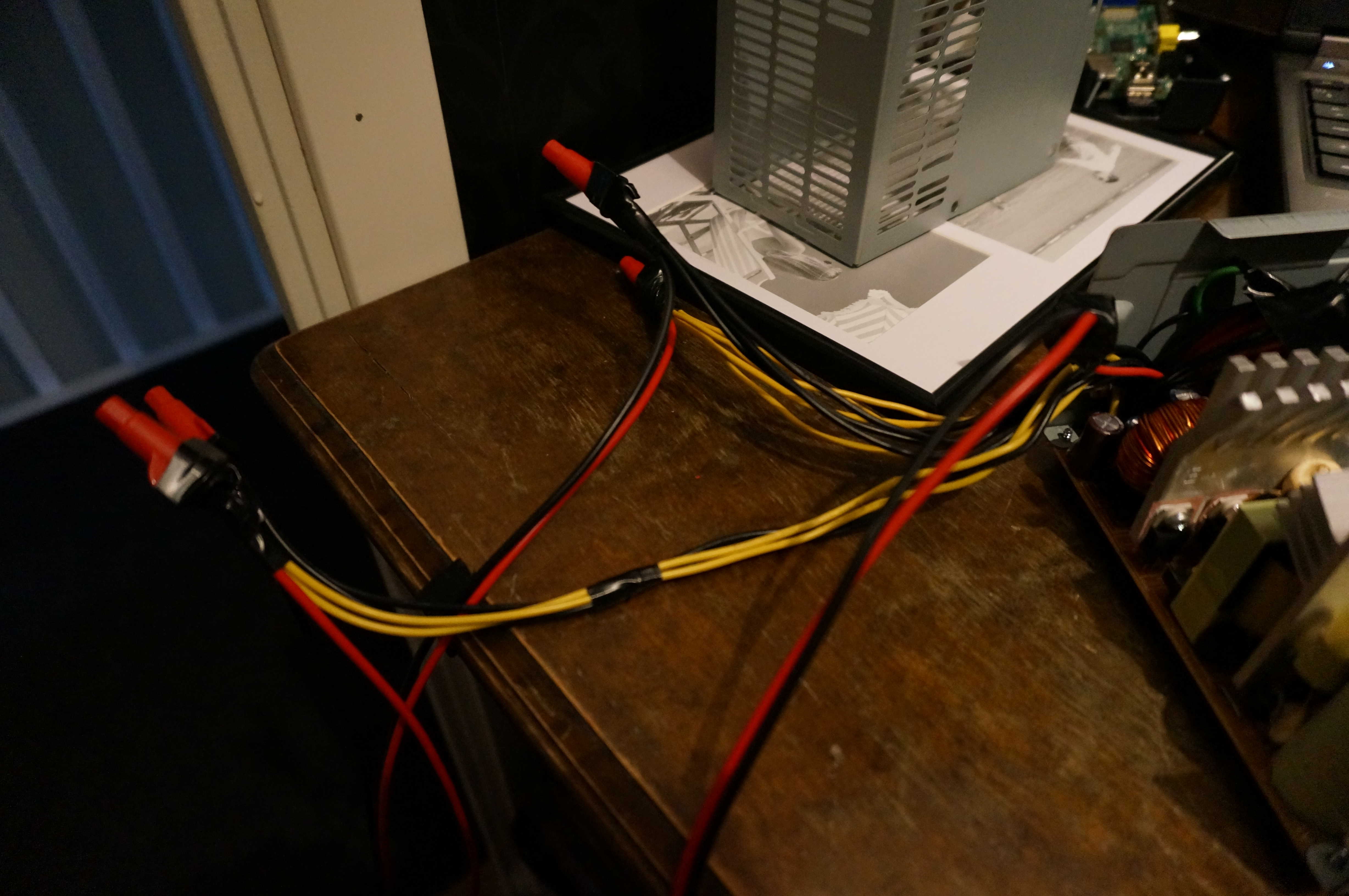
Med lite Ikea kabelsamlare ser det ut så här:

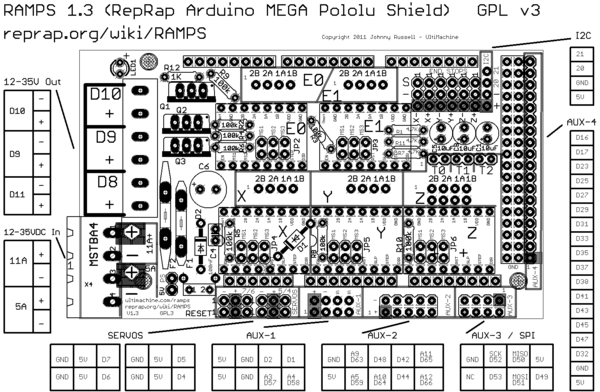
RAMPS 1.4 kopplingschema:

RAMPS 1.4 Firmware
Tror jag kommer använda mig av Sprinter Firmware (Sprinter) till att börja med, men har också sneglat på Marlin_v1 (Länk). Då den mjukvaran har varit mest använd till RepRap Prusa Mendel skrivarna.
Sprinter konfiguration (Kan laddas ner här):
Configuration.h (Mina ändringar, enligt guide http://reprap.org/wiki/Sprinter)
//// The following define selects which electronics board you have. Please choose the one that matches your setup
// MEGA/RAMPS up to 1.2 = 3,
// RAMPS 1.3/1.4 = 33
#define MOTHERBOARD 33
//// Thermistor settings:
// 1 is 100k thermistor
// 2 is 200k thermistor
// 3 is mendel-parts thermistor
// 4 is 10k thermistor
// 5 is ParCan supplied 104GT-2 100K
// 6 is EPCOS 100k
// 7 is 100k Honeywell thermistor 135-104LAG-J01
#define THERMISTORHEATER 1
#define THERMISTORBED 1
//// Calibration variables
// X, Y, Z, E steps per unit - Metric Prusa Mendel with Wade extruder:
#define _AXIS_STEP_PER_UNIT {80, 80, 3200/1.25,700}
// This determines the communication speed of the printer
//#define BAUDRATE 115200
#define BAUDRATE 250000
pins.h
// uncomment one of the following lines for RAMPS v1.3 or v1.0, comment both for v1.2 or 1.1
#define RAMPS_V_1_3
// #define RAMPS_V_1_0
RAMPS 1.4 - Stepping:
Vet inte riktigt hur inställningen fungerar, men enligt http://reprap.org/wiki/RAMPS_1.4#Stepper_Driver_Boards så är standard... "For now the default is 1/16 micro stepping (all jumpers installed under drivers) " vilket innebär att alla tre jumpers (Små svarta kontakter som sluter en krets) under stepper-kontrollern ska vara kopplade.
RAM:
Har valt att inte lägga pengar på att köpa en färdig Prusa I3 platta, utan kommer bygga en av spånskiva.
Orginalet :

(1:1 skala http://reprap.org/mediawiki/images/6/66/I3-DXFPlate.png)
DIY:
Sketchup!
Om ni vill kolla på ritningen i Sketchup, hittar ni den här! (OBS NY DESIGN, Bilden nedan stämmer inte riktigt!)
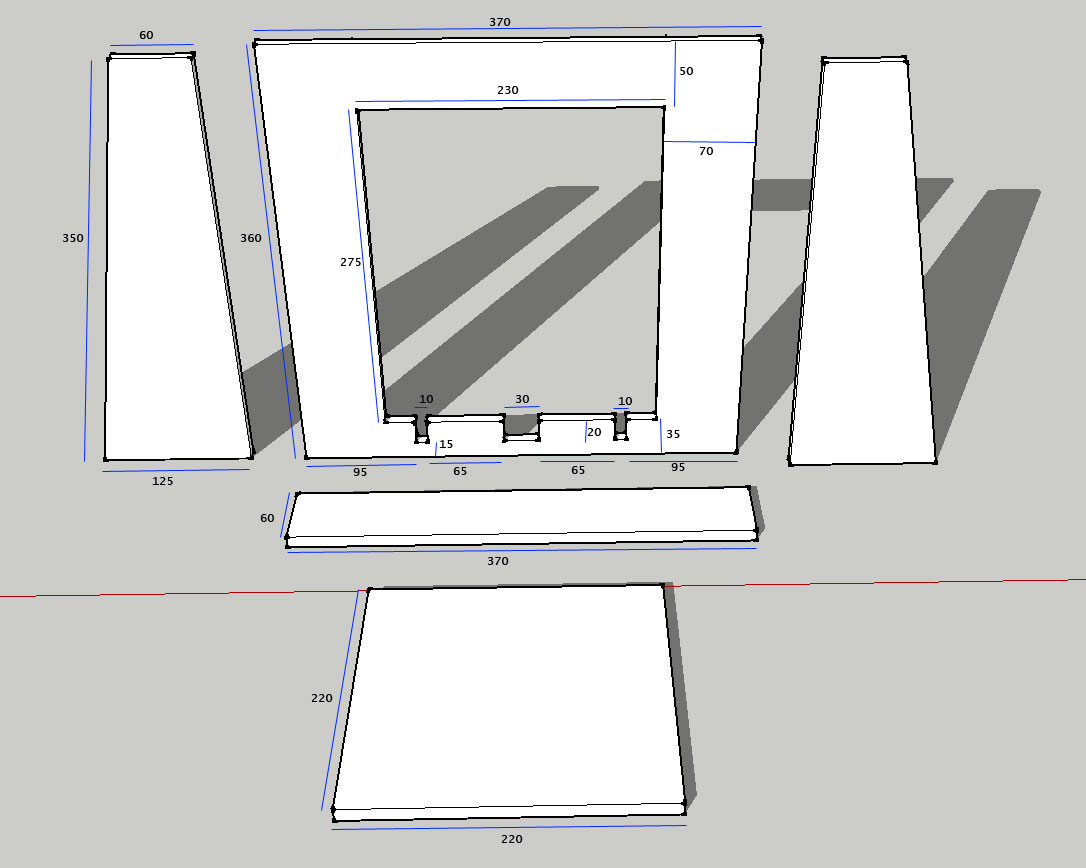

Vet inte om man ser så bra, men har gjort hål för att fästa RAMPS-kortet på ena stödet

Hann med lite måleri idag också

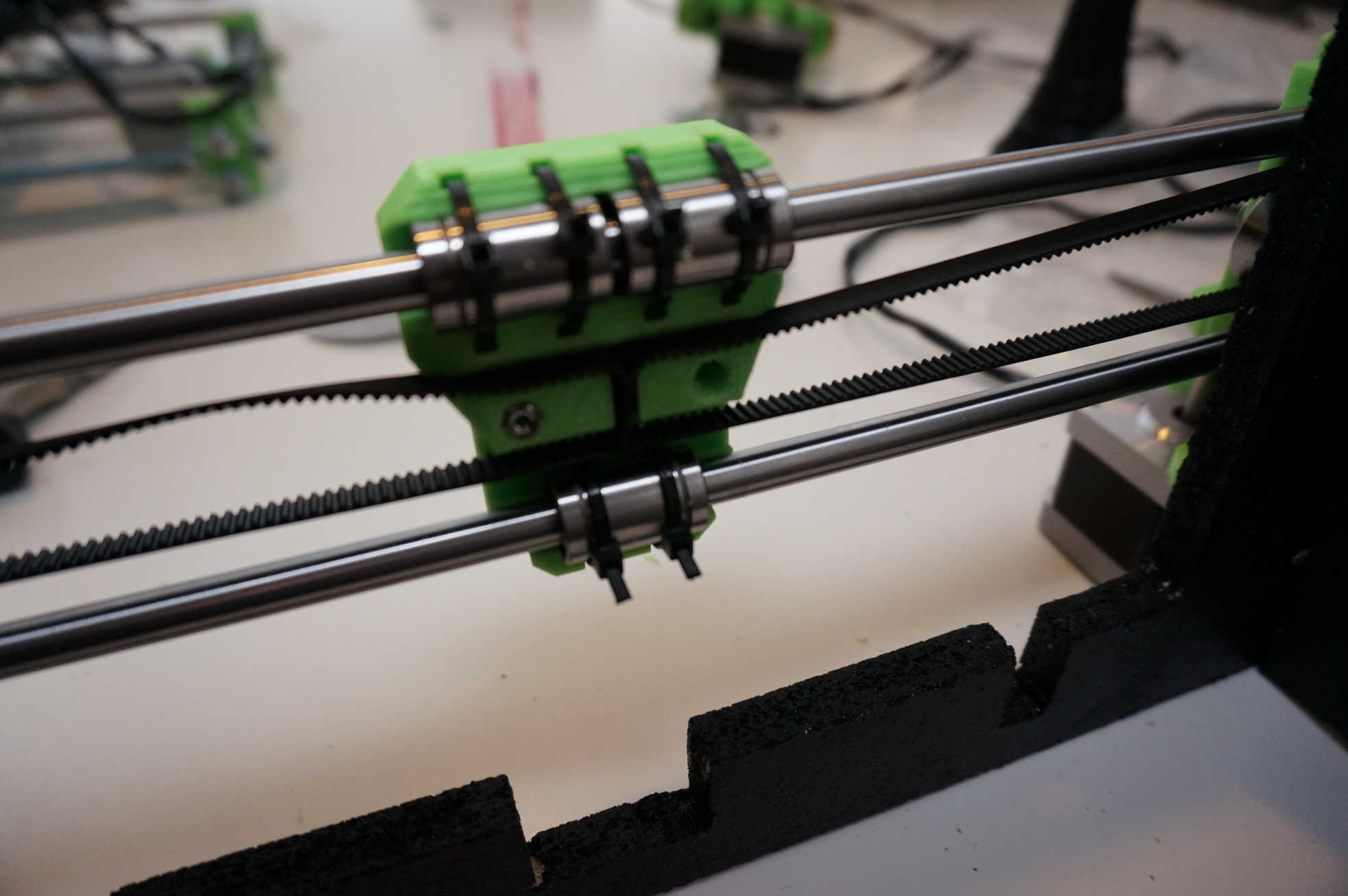
De slipade axlar för X,Y,Z:

Stepper motors, NEMA 17
Löddning:
Förlänger och sätter på 4-pin kontakt (Från vänster: 1:Svart, 2:Grön, 3:Blå, 4:Röd), Snusdosor fungerar grymt bra som "Helping hands"

Testar motorerna via Pronterface:
Felsökning (Det fick jag göra )
- Snurrar inte motorn, testa byt plats på Pin 4 och Pin 3, fungerar inte det, fortsätt och byt plats på Pin 3 och Pin 2. Snurrar inte motorn kollar här, (Länk).
- Snurrar motorn åt ett håll men inte andra; koppla in endstop!
- Snurrar motorn åt båda hållen när ni håller inne endstop; ändra i firmware enligt nedan i Configuration.h, i mitt fall var det X:
//// Endstop Settings
#define ENDSTOPPULLUPS // Comment this out (using // at the start of the line) to disable the endstop pullup resistors
// The pullups are needed if you directly connect a mechanical endswitch between the signal and ground pins.
//If your axes are only moving in one direction, make sure the endstops are connected properly.
//If your axes move in one direction ONLY when the endstops are triggered, set [XYZ]_ENDSTOP_INVERT to true here:
const bool X_ENDSTOP_INVERT = true;
const bool Y_ENDSTOP_INVERT = true;
const bool Z_ENDSTOP_INVERT = true;
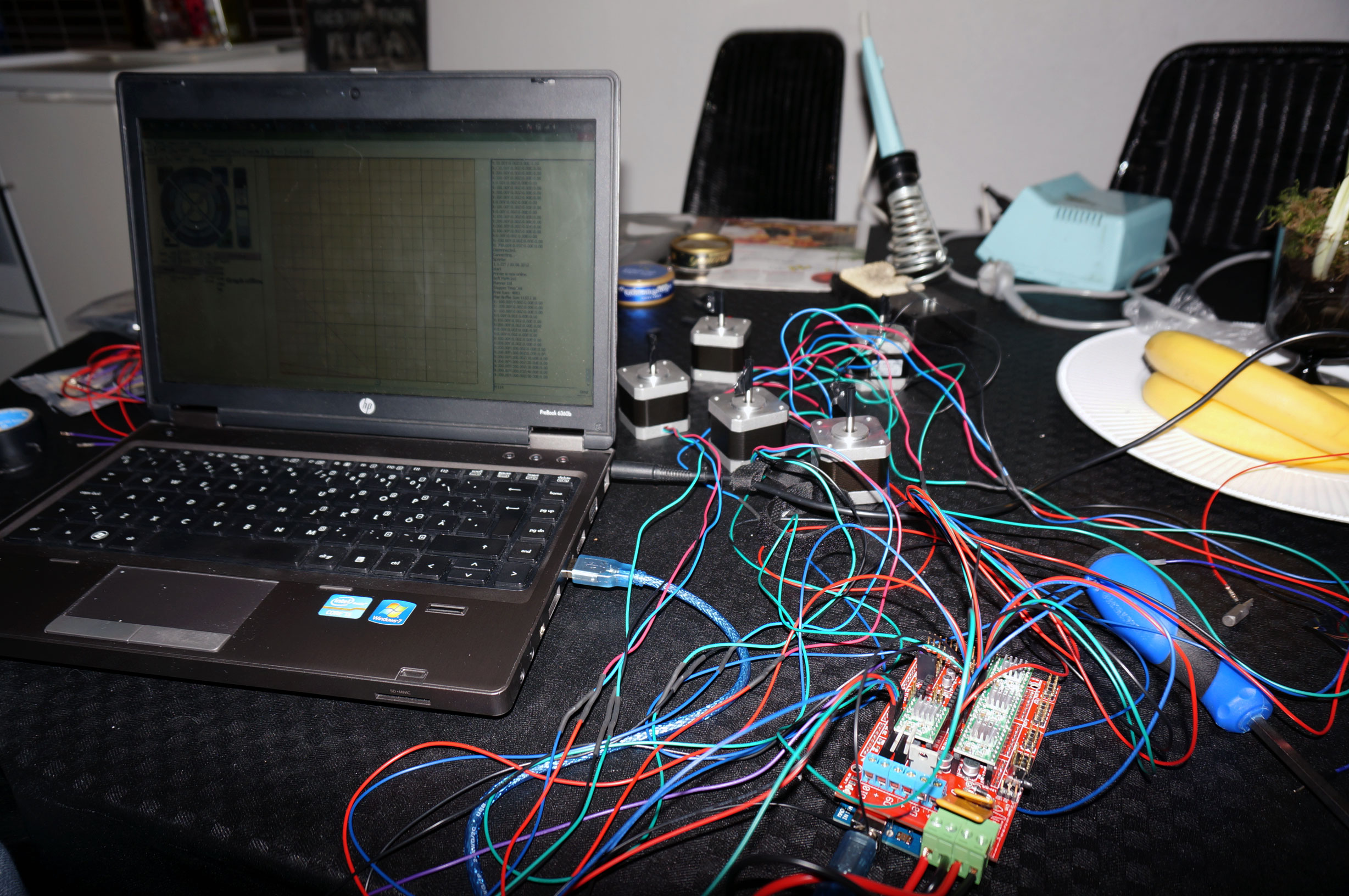
2014-02-08 Testkör via Pronterface
Som ni ser så är det ett ormbo just nu runt mitt Ramps kort, det får jag nog ta och fixa
2014-02-16
Nu när jag inte fick mina printade delar från Ebay så beställde jag ett kit med orginaldelar (Inte i3 Rework) från reprapuniverse.com, dvs med 4st M8 210mm Gängstång, så M10 fick bytas ut.
2014-02-17
ÄNTLIGEN anlände mina printade delar... om dock fel färg. Beställde först svarta, fick dom inte (Ebay), beställde sedan från reprapuniverse.com, vita.. men fick neongröna.. jaja, nu har jag iaf fått dom. Dock inte den bästa kvalité på printen. Fick knåpa i någon timme med att få bort all överflödig plast.. sitter riktigt hårt. Vissa delar borrade jag ut med 0,5mm större borr, annars med samma diameter som skruv eller slipad axel.


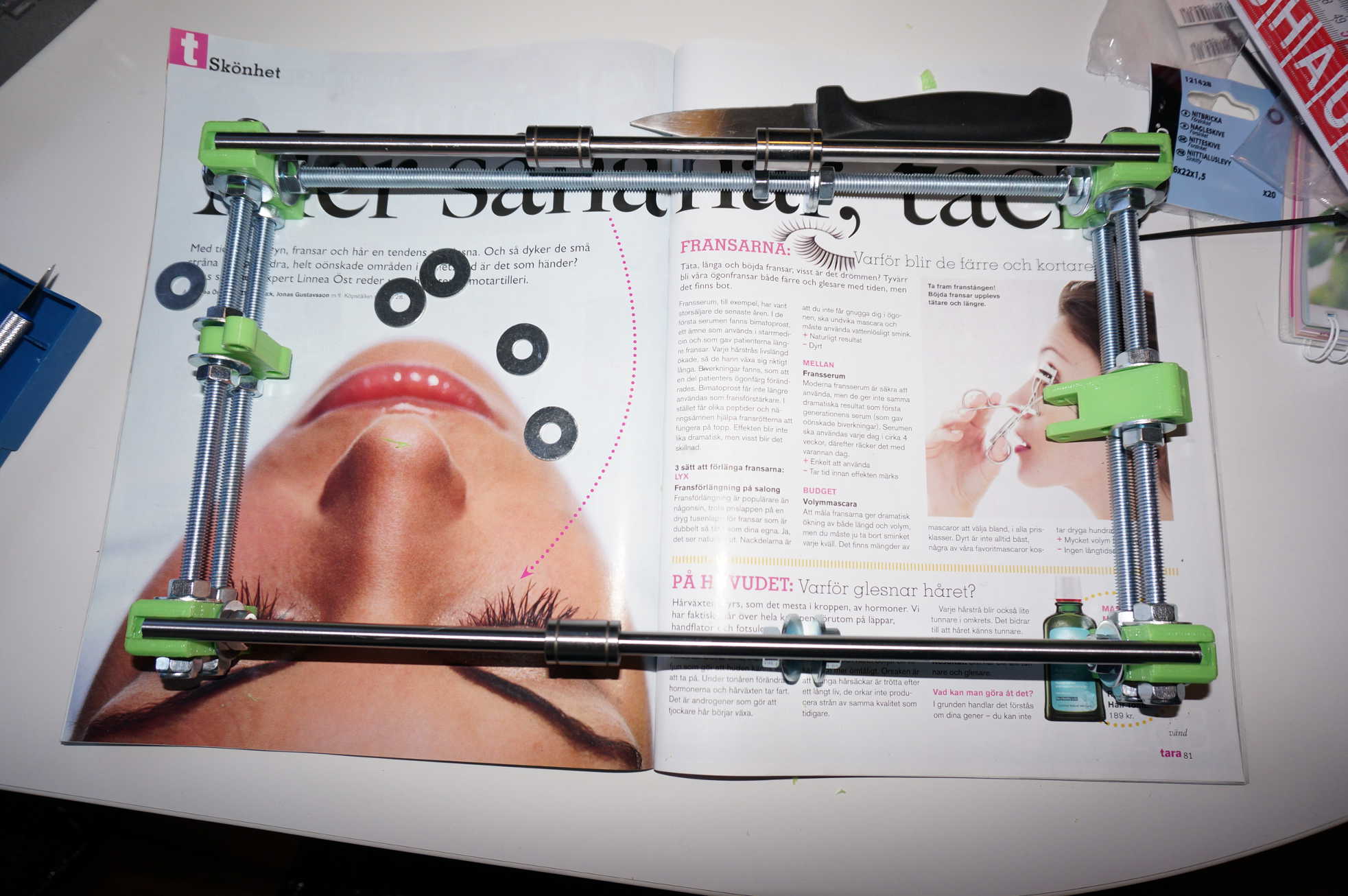
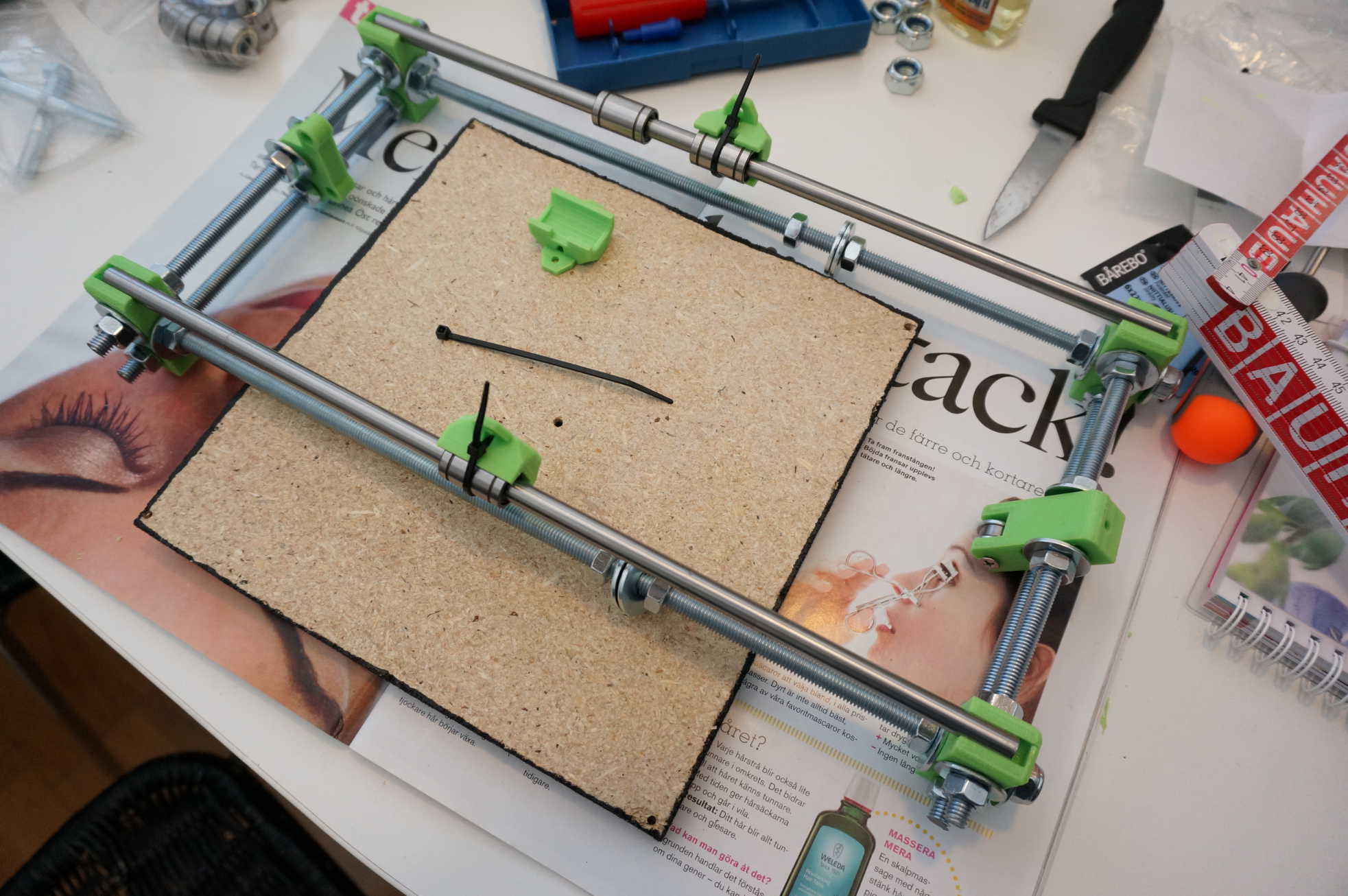
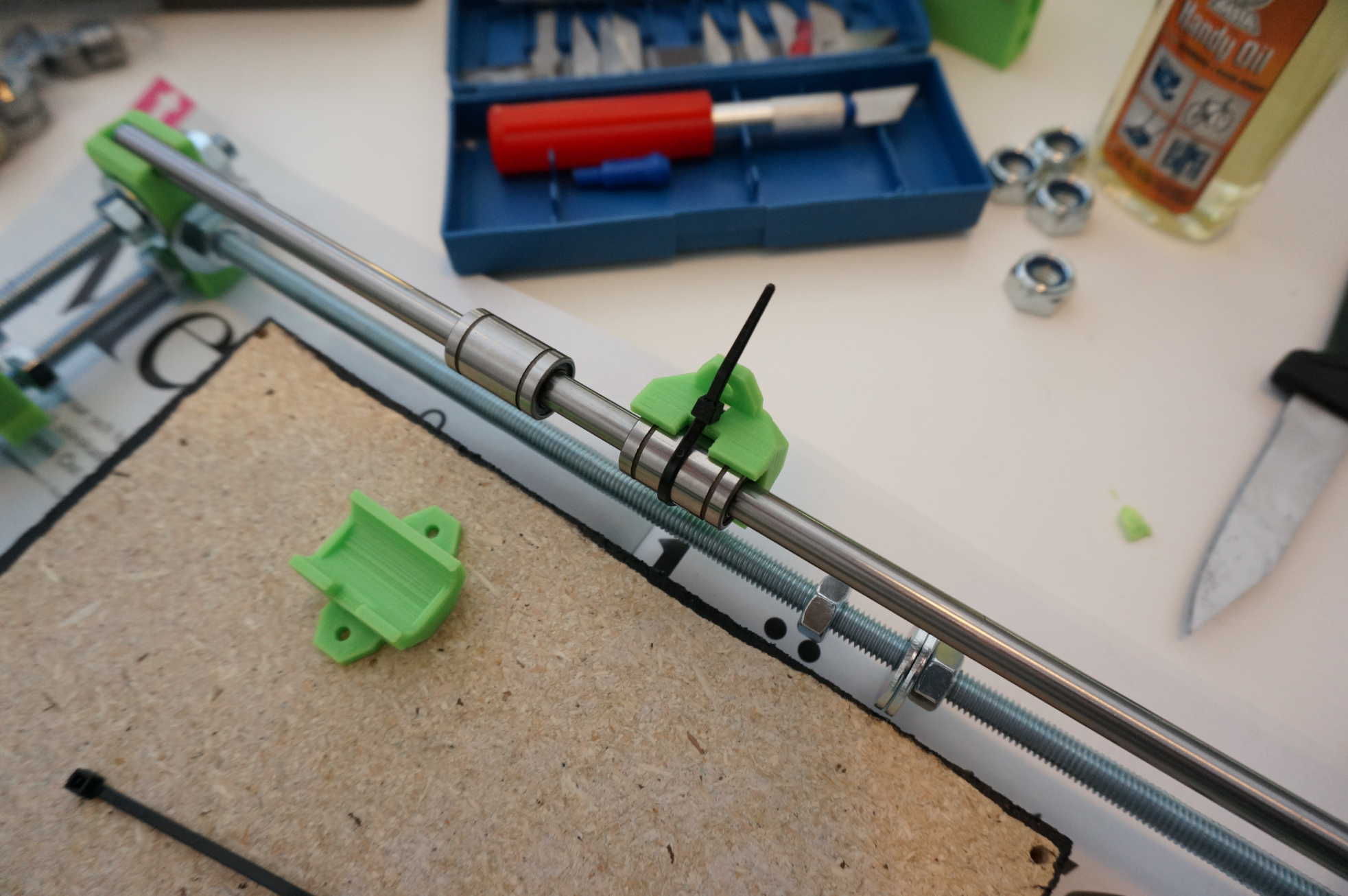
Mycket att rensa med rakblad och borr. Fick iaf ett extra kullager

Att få glidlagerna på plats var inte det enklaste. En värmepistol hade varit att föredra.




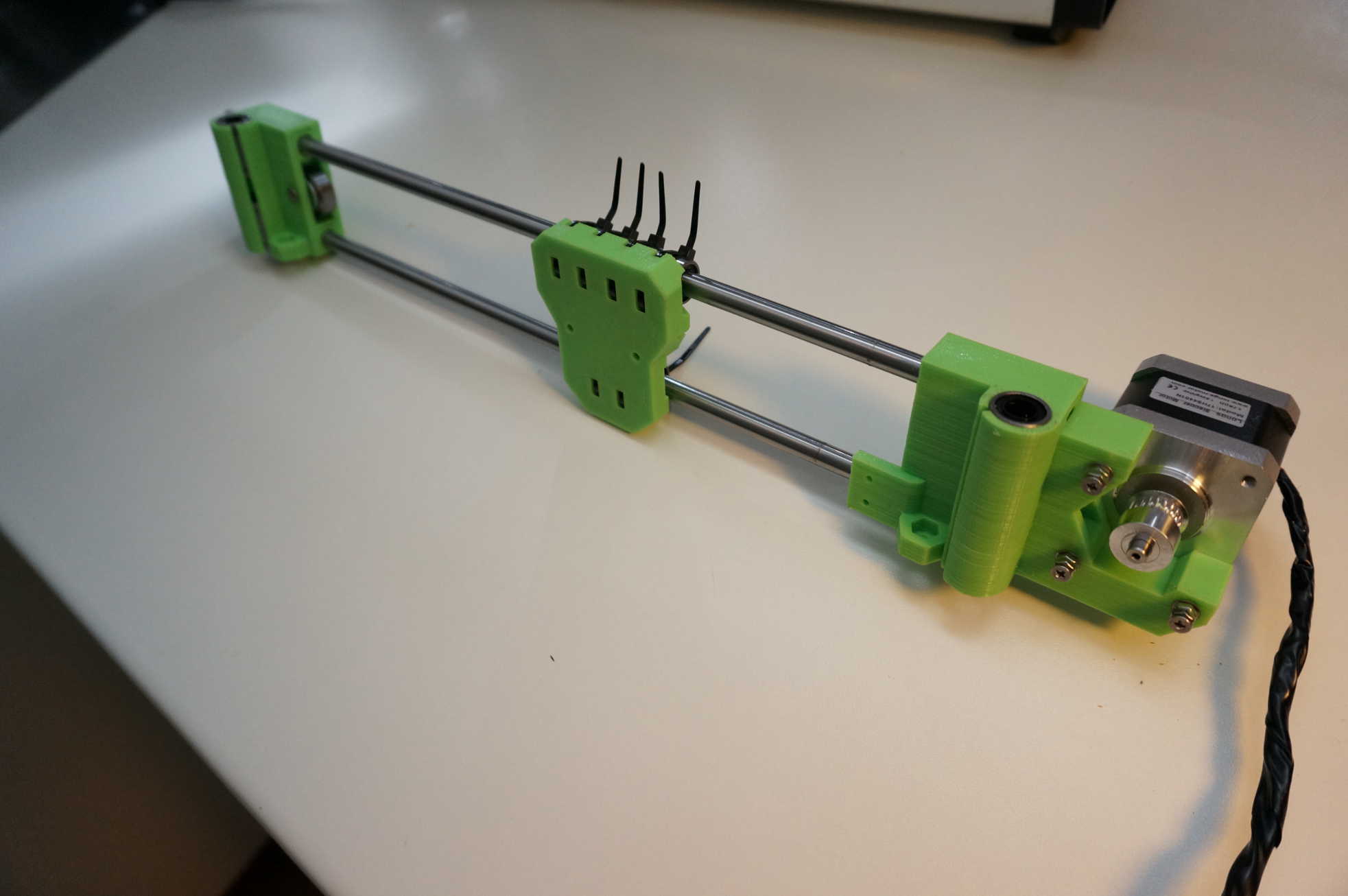
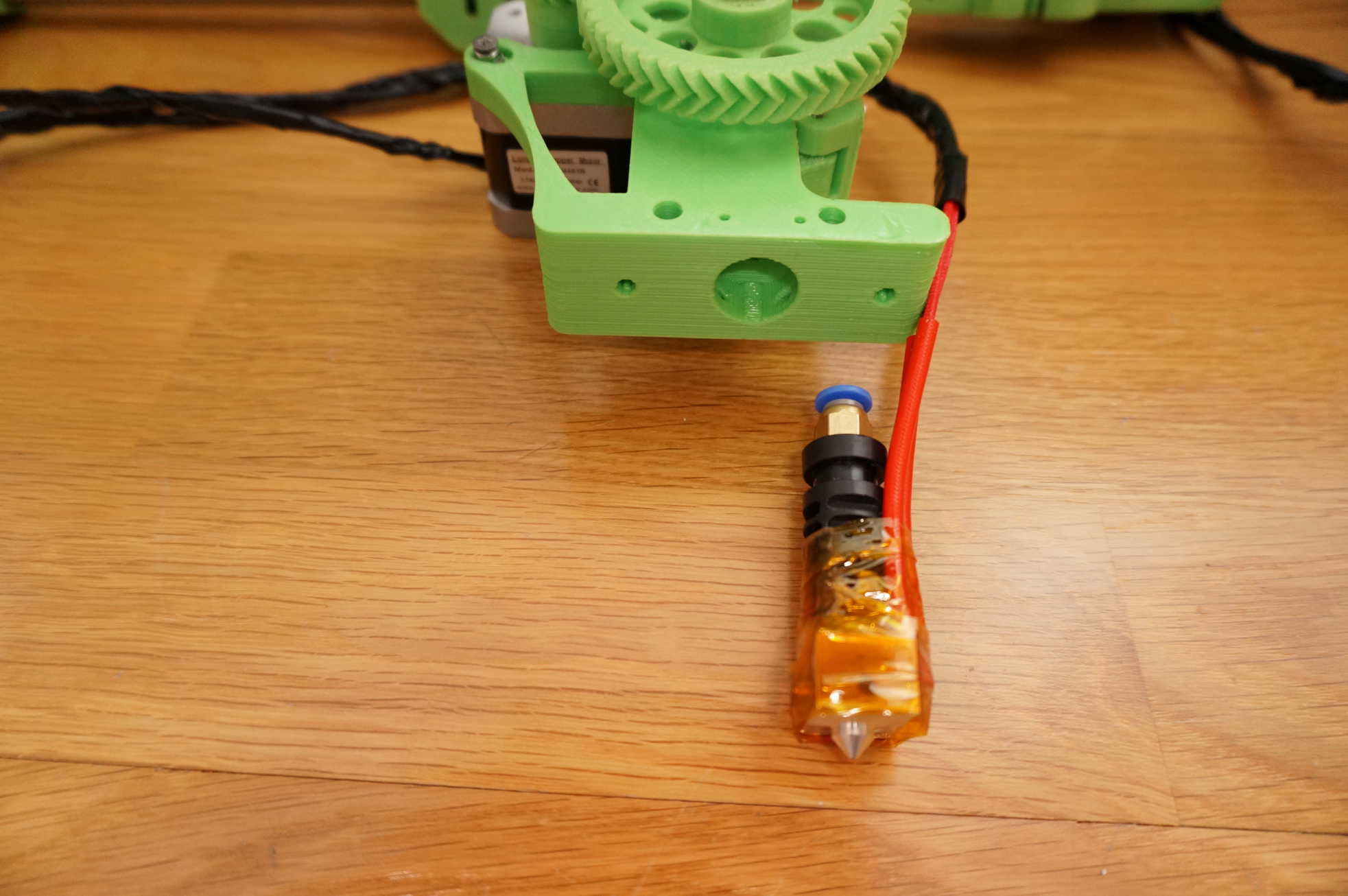
Hmm.. Hur ska jag fästa min Hotend på den här..? (Man skruvar av övre munstycket, det är tydligen för Bowden Extruder:) )
Nästan klar!
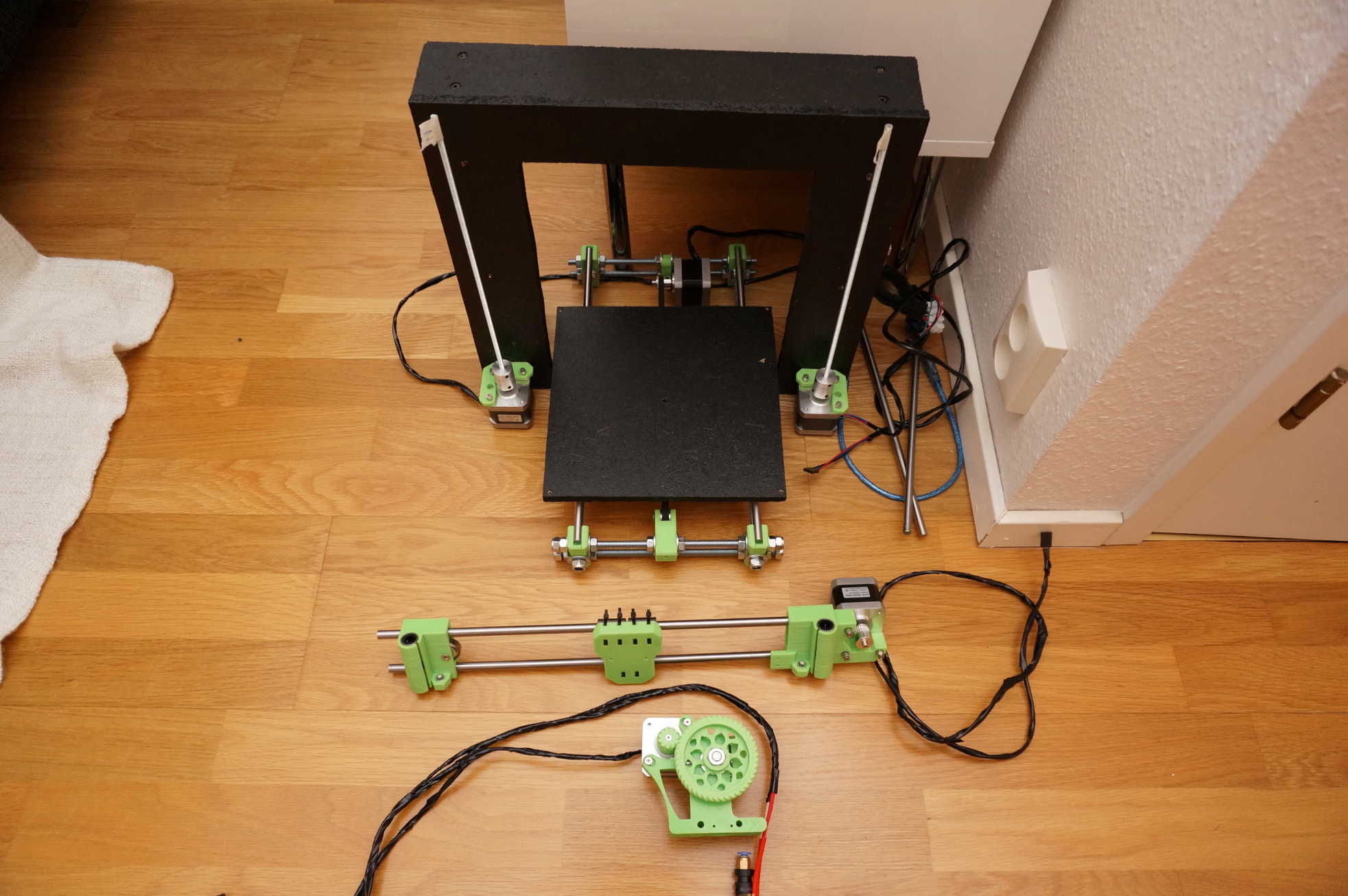
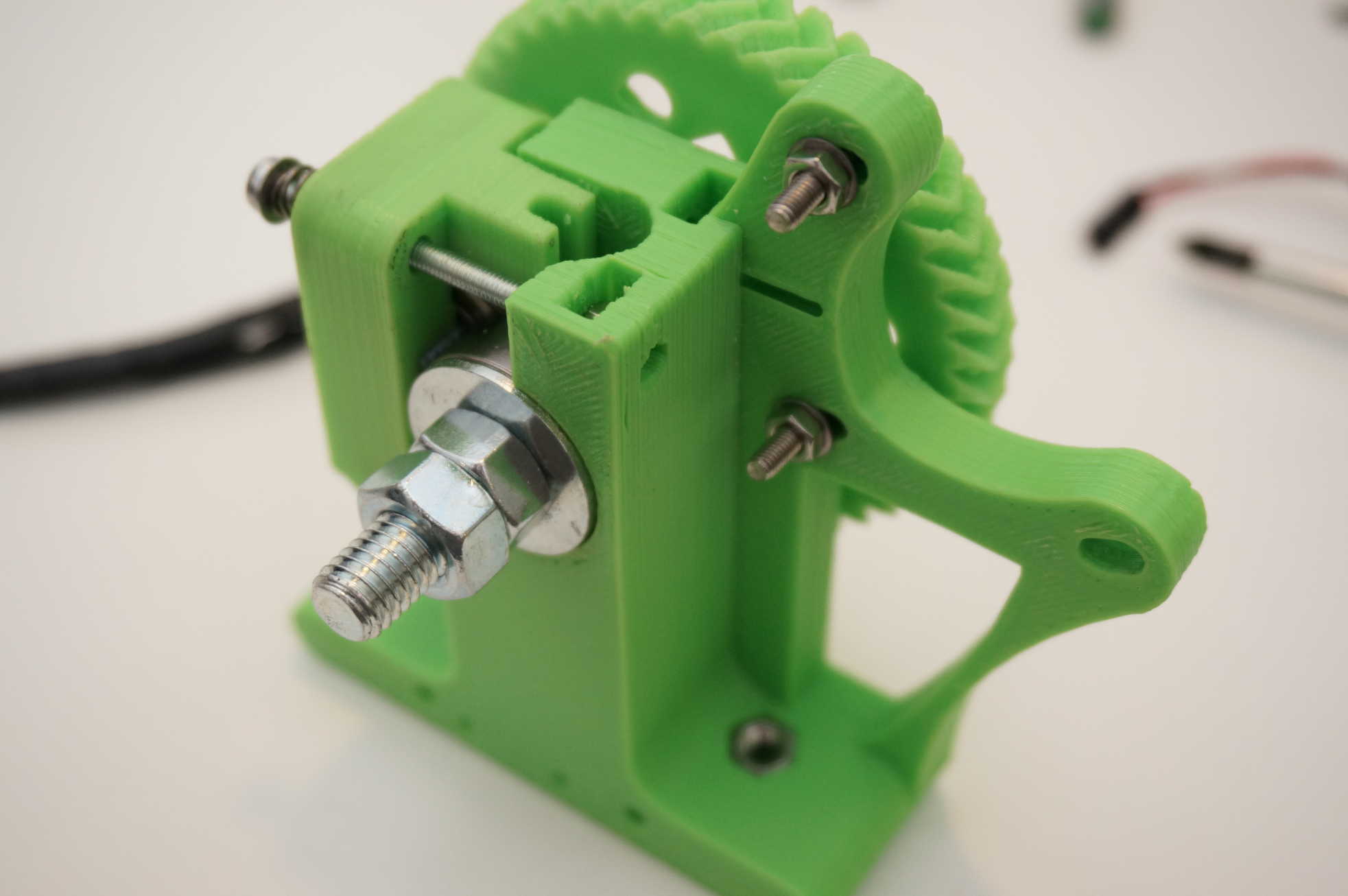
2014-02-18
Tog bort "distanserna" (Muttrarna ni ser, där motorn fästs) efter ha monterat min extruder några gånger.. typ 20 fick dock använda några brickor för att få kugghjulen att passa.
Verkligen inte "perfekt fit" på Z-axeln... men ser inte att det sviktar när Z går upp och ner.
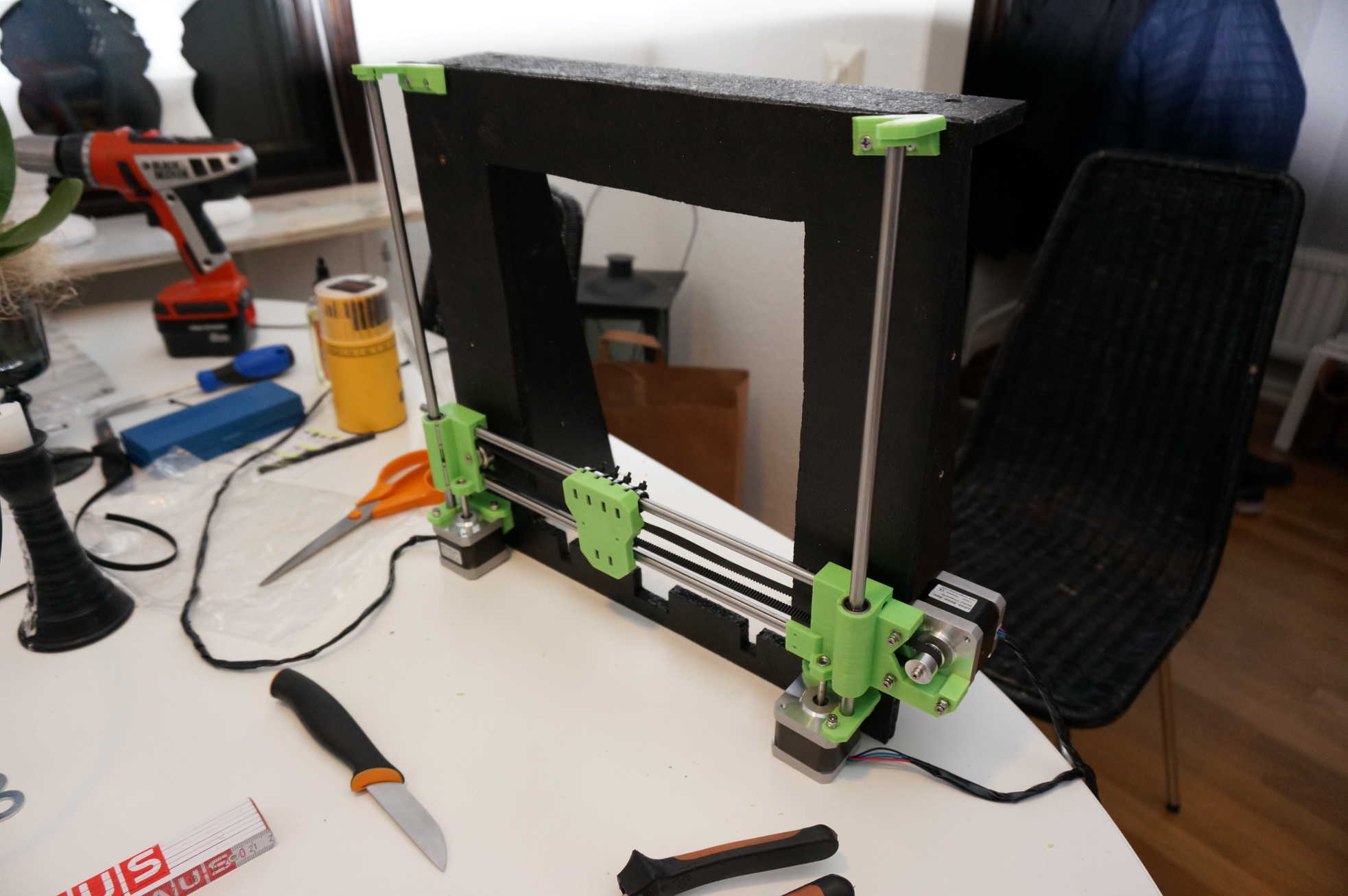
Snart framme!
2014-02-20
Nästa steg blir att köra en kalibrerings-kub från Thingiverse. Får se om jag hinner med det ikväll.
Edit: Det var ingen bra ide att göra utan att kalibrera maskinen först
Kalibrering:
Mät en startpunkt till den rörliga delen, X,Y,Z och E. Förflytta sedan en axel i taget. Nedan ser ni att jag på Z började på 152mm, i Pronterface förflyttade jag mig -50mm men i verkligheten var det endast 32mm. För att då få ut rätt värde för Z tar jag 2560/(Verklig förflyttning) x (Förväntad förflyttning), alltså 2560/32 x 50 som är lika med 4000.
z: 152mm (startläge)
z: 120mm (Move -50mm) rörelse 32mm
= 2560/32 x 50 =4000
x: 34mm (startläge)
x: 134mm (Move 10mm) rörelse 10mm
= 80/10 x 100 = 80
y: 60mm (startläge)
y: 163mm (Move 10mm) Rörelse 10.3mm
= 80/103 = 77,66
E: 16mm (startläge)
E: 29mm (Move 10mm) Rörelse 13mm
700/13 x 10 = 538.4
Mina värden ändrades då till {80, 77.66, 4000,538.4}
Default för sprinter är //#define _AXIS_STEP_PER_UNIT {80,80,2560,700}
Kolla in det här om ni inte förstår, länk.
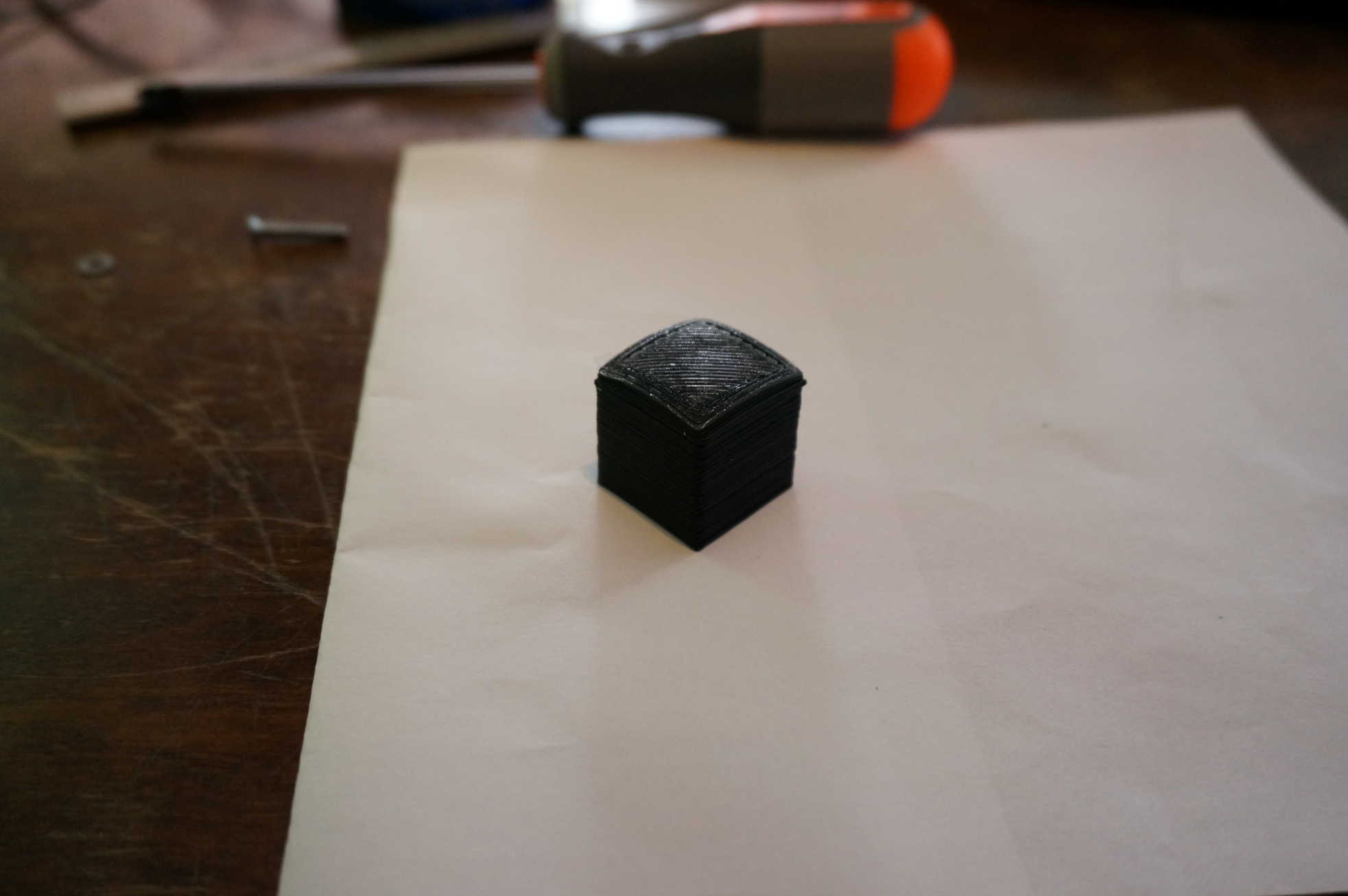
2014-02-23 - Första kalibreringsprintet!
Första kalibreringsprintet fick jag igenom idag! Dock är det så att jag hade sönder min tempgivare till värmeplattan.. så fick köra utan någon värme.. värmeplattans uppgift är ju att hålla nere plasten. Jag körde med 2-3 lager av "extra hold" hårsprej och det verkar fungera hyfsat. Hade värmeplattan varit igång så tror jag att vi sett lite andra resultat.
24x24x24mm kalibreringskub med 0.4 Honeycomb infill.
Lägg märke till ljudet av brickor som rasslar mot ramen (Jo, jag ska spänna dessa)
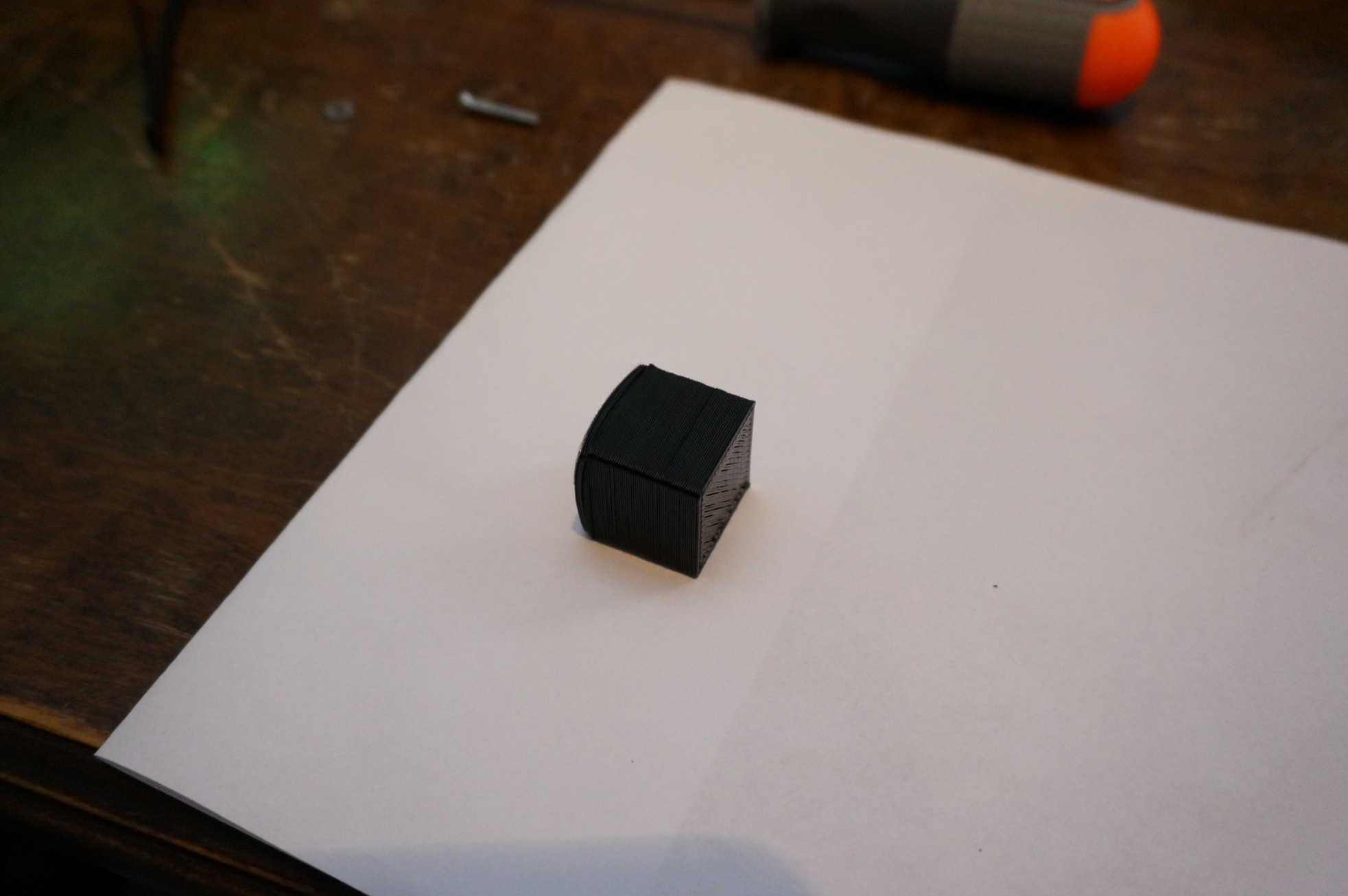
Här ser ni att kanterna på botten av kuben har kupat sig och släppt från plattan.
2014-02-28
Har nu försökt köra skrivaren med värmeplattan, detta visade sig vara svårare än bara koppla på och köra.. mitt ström agg från datorn ska klara 12v 18A.. men tror inte det räcker, får konstigt beteende på motorerna.. de gör för stora rörelser och oftast backar all plast ut ur extrudern. Har läst att man kan använda sig av separata strömkällor för 12v 11a och 12v 5a ingångarna på ramps-kortet, men inte vågat prova.
Det andra jag stötte på var att bulten i extrudern börjar gräva in i plasten när skrivaren ska lägga första infill lagret. Har på känn att det kan bero på att jag inte kör hotend:en på tillräckligt hög värme.. så testkörde igår med 0.25mm lagerhöjd och hotend:en på 240grader, fick betydligt jämnare finish.
Hittade en bra kalibreringsguid, klicka här!
2014-03-02
Kalibreringen av min extruder var inte helt hundra, när det gäller så små marginaler. Så enligt guiden åvan räknade jag ut exakt.
Stora kughjulet 45 kuggar, lilla kugghjuelt 11 kuggar.
A = (200 x 16) # 3200
B = 45 / 11 # 4,0909
C = 7 x 3,14159 # 21,99113
A x B / C = 595,28
// Wade with a 45:11 gear ratio
(200 * 16) * (45 / 11) / (7 * 3.14159) = 595,28
Så nu verkar extrudern fungera prima! Är också viktigt att nämna att jag slice:ar numera med 0,2mm layer height. Har inte haft stopp sedan dess.
Problemet som kvarstår är att ABS-plasten har svårt för att fästa på värmeplattan när jag använder hårspray. Man måste tajma det rätt så att hårsprayet hinner torka helt innan första lagret är lagt.
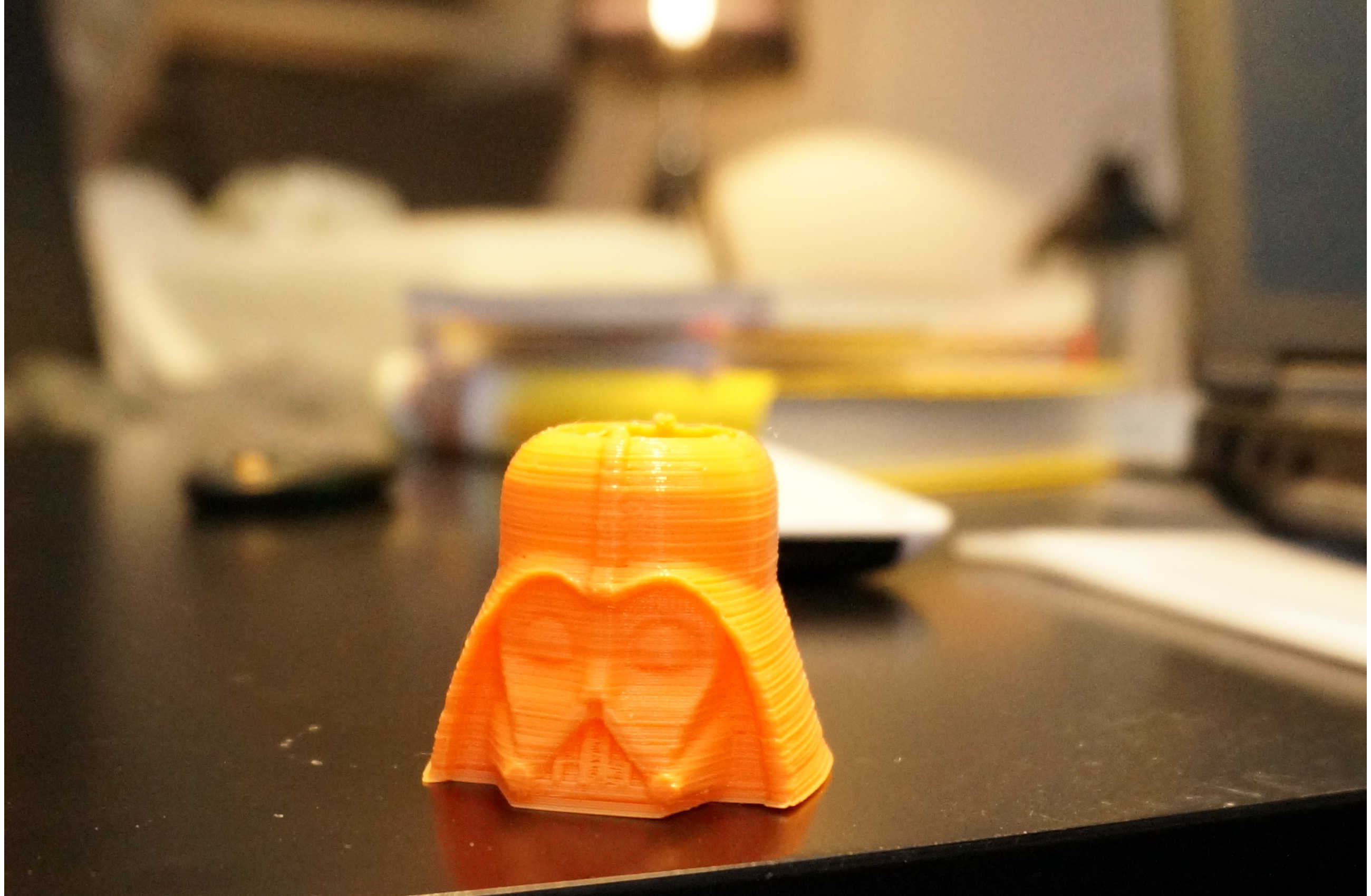
2014-03-04
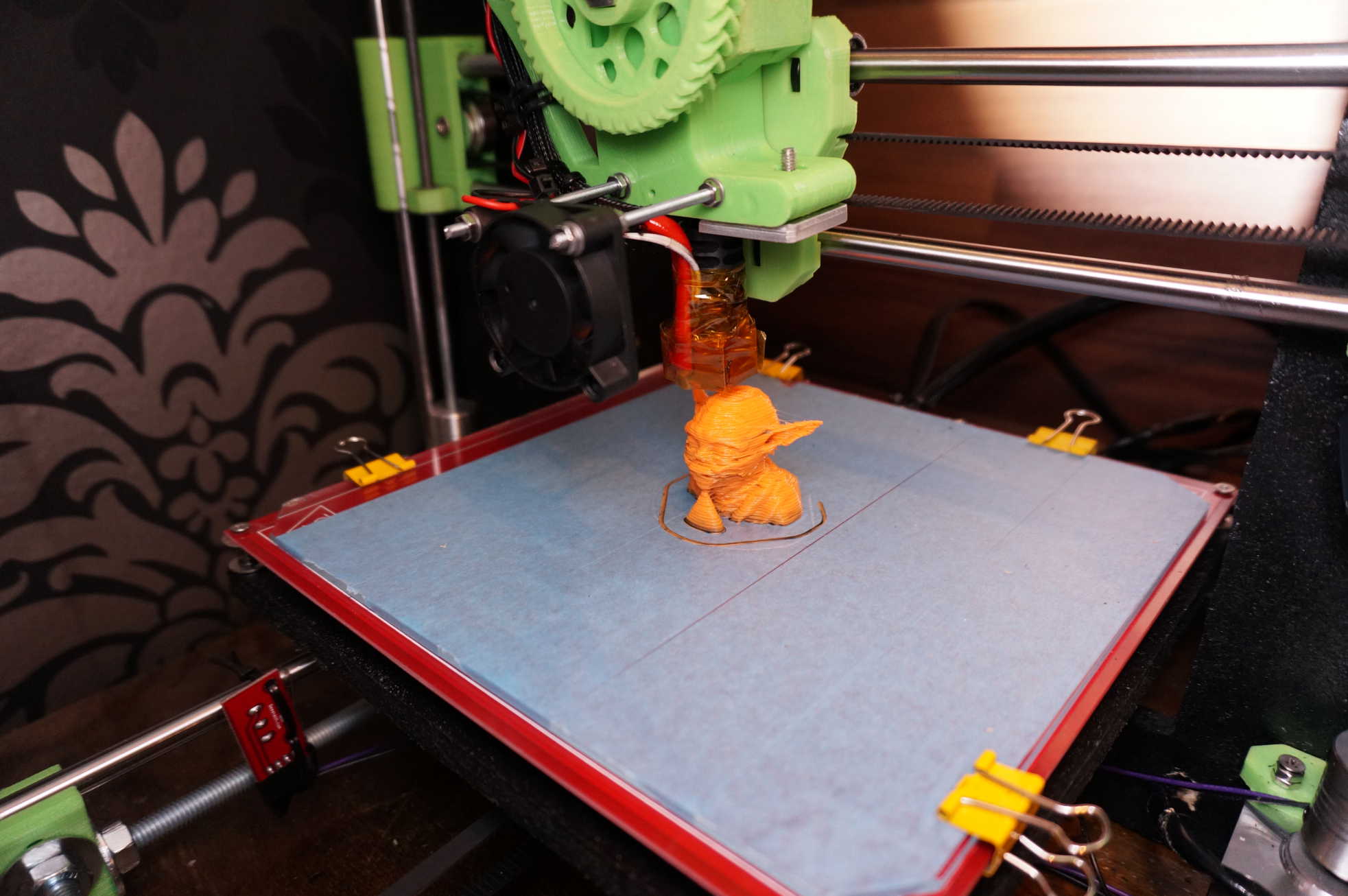
Så... efter att ha jobbat stenhårt med att få ABS att fastna på printbädden så övergav jag den.. Hade sedan innan köpt hem PLA för att byta efter jag skrivit ut lite reservdelar.. men men nu blev det ikväll, utan några fungerande reservdelar på lager.
Måste säga att PLA är grymt trevligt att ha och göra med. ska ni börja 3d-printa. Börja med PLA!
Körde nog lite varmt.. 210grader, var menat att köra 210 på första de första lagerna och sedan gå ner till 200.
Resultatet:
2014-03-05
Ikväll gjorde jag mitt längsta print, tidsmässigt. 3h 45min ca.. Inte helt nöjd med infill för printet, tror jag måste minska hastigheten.
En spool holder till plasten:
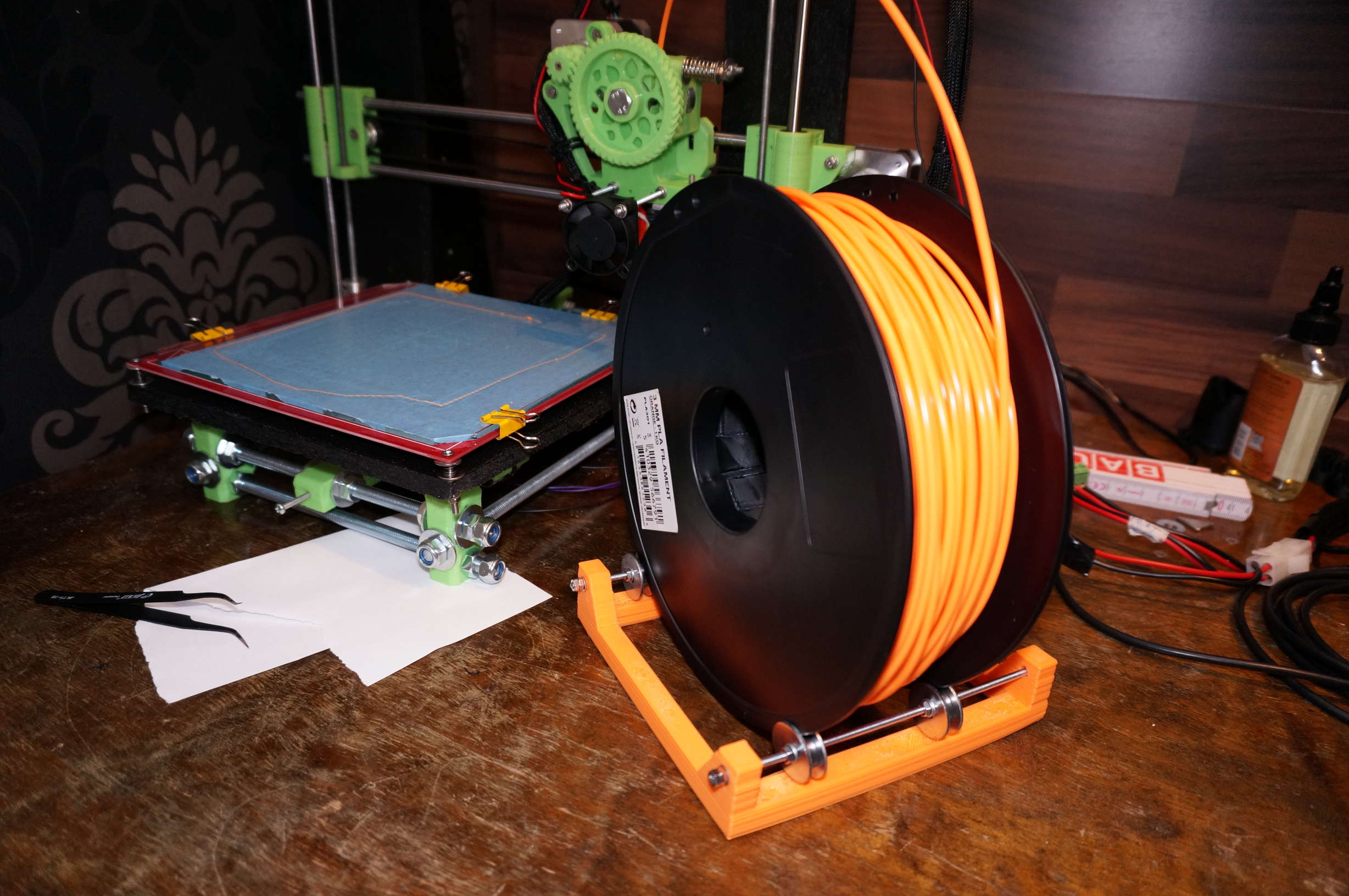
Monterade 4st 624 kullager så att rullen kan snurra fritt.
2014-03-07
Vilken fröjd att printa med en spool holder printern tar precis vad den behöver.
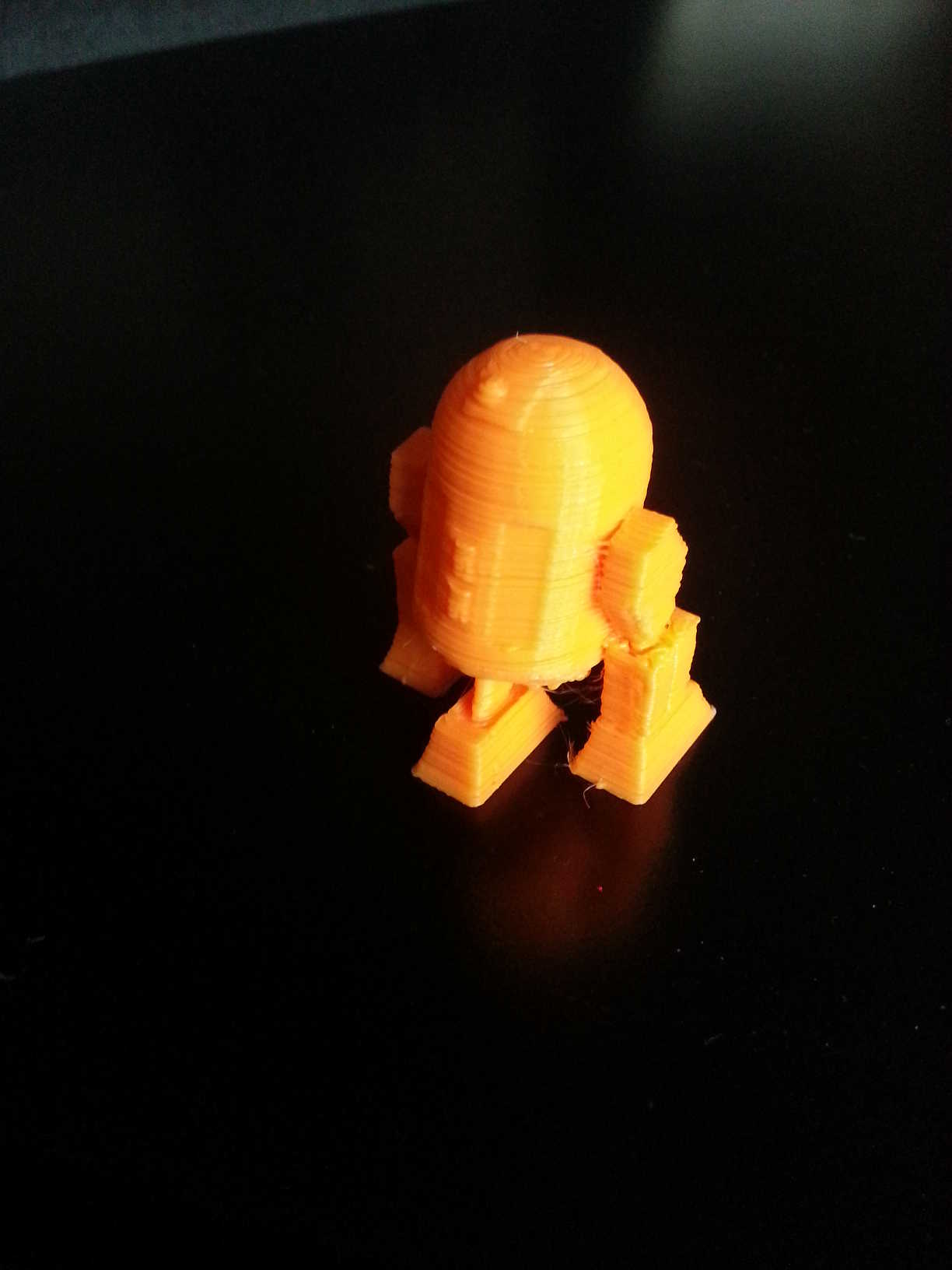
Gårdagens print, minsta lager höjden hitintills (0.15mm)... R2D2.. hittade dock ingen .stl som var riktigt bra.. Printad från den här
Inställningar:
; layer_height = 0.15
; perimeters = 3
; top_solid_layers = 3
; bottom_solid_layers = 3
; fill_density = 0.25
; perimeter_speed = 30
; infill_speed = 20
; travel_speed = 80
; nozzle_diameter = 0.5
; filament_diameter = 3
; extrusion_multiplier = 1
; perimeters extrusion width = 0.50mm
; infill extrusion width = 1.34mm
; solid infill extrusion width = 0.85mm
; top infill extrusion width = 0.85mm
; support material extrusion width = 0.50mm
; first layer extrusion width = 0.20mm
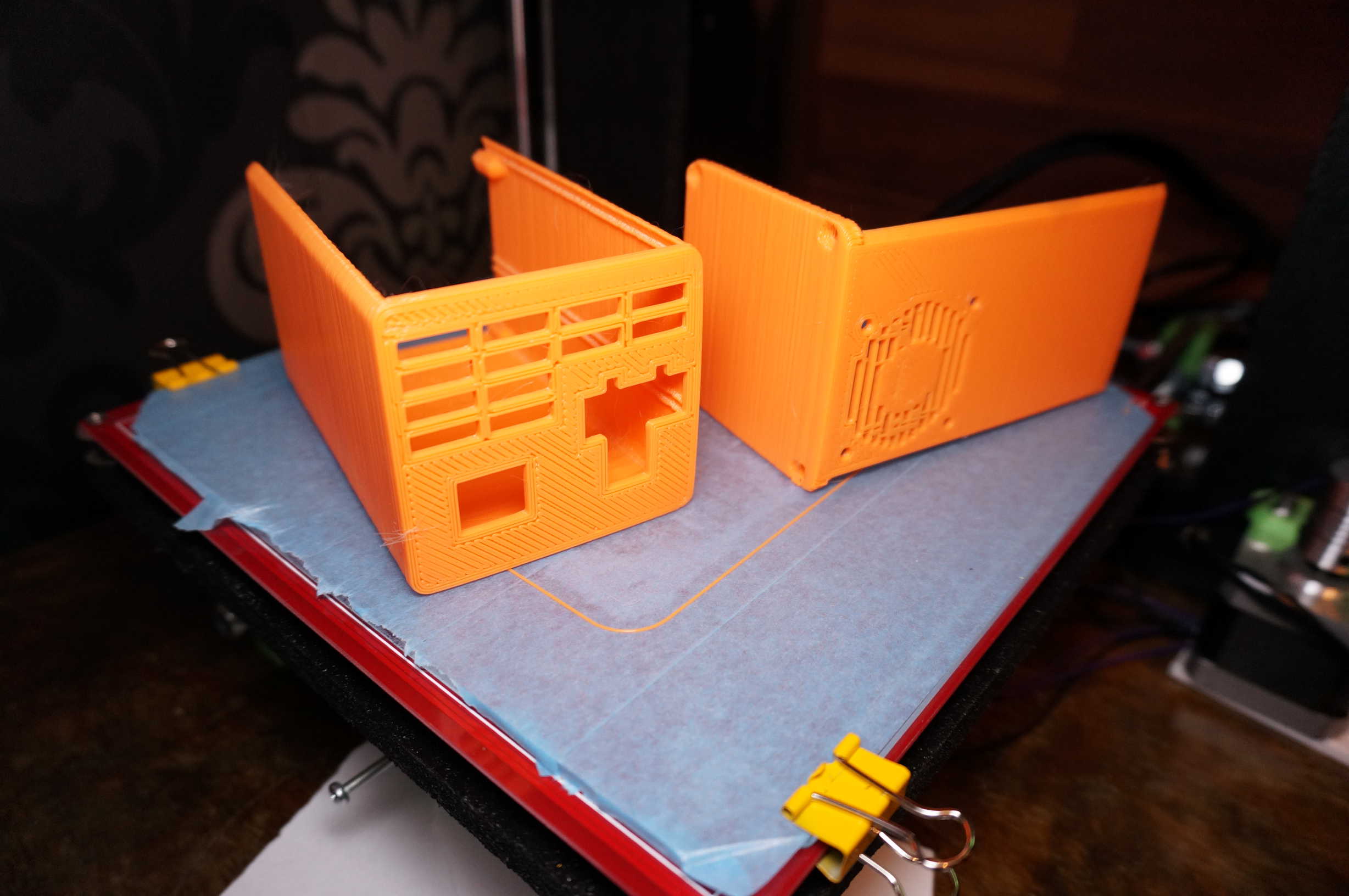
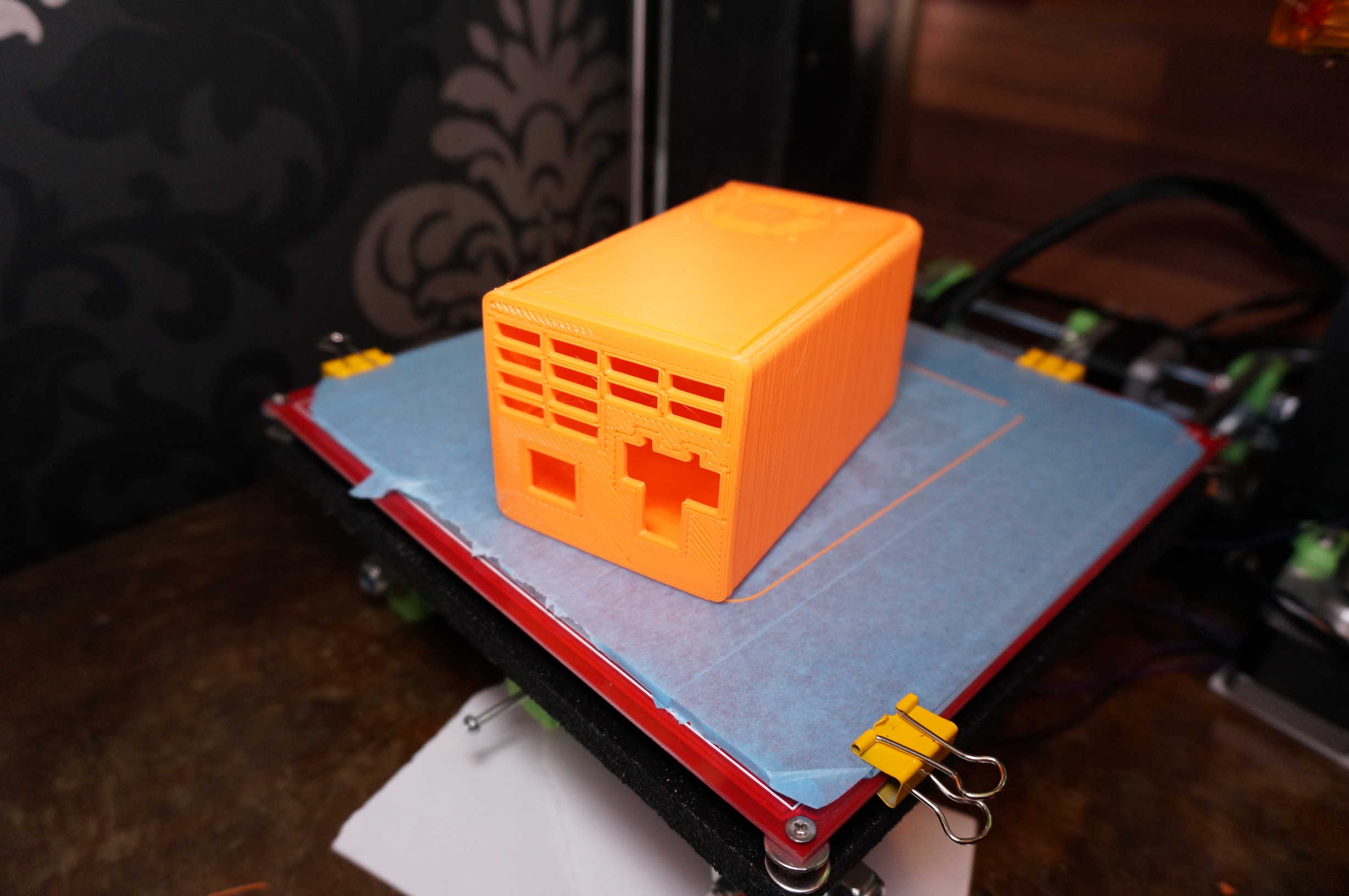
2014-03-08
Printade en låda till Ramps 1.4 kortet (.stl hittar ni här). Tog ca 4h 30min...
; layer_height = 0.4
; perimeters = 3
; top_solid_layers = 3
; bottom_solid_layers = 3
; fill_density = 0.5
; perimeter_speed = 30
; infill_speed = 40
; travel_speed = 80
; nozzle_diameter = 0.5
; filament_diameter = 3
; extrusion_multiplier = 1
; perimeters extrusion width = 0.50mm
; infill extrusion width = 0.53mm
; solid infill extrusion width = 0.53mm
; top infill extrusion width = 0.53mm
; first layer extrusion width = 0.70mm
2014-03-11
Printade en mugg så att min kollega har någonstans att ställa sina pennor... 50% av orginalets storlek.. 1h 30m.
Men det är rätt lugnt för min kollega har bara en penna
; layer_height = 0.30
; perimeters = 3
; top_solid_layers = 3
; bottom_solid_layers = 3
; fill_density = 0.3
; perimeter_speed = 30
; infill_speed = 40
; travel_speed = 80
; nozzle_diameter = 0.5
; filament_diameter = 3
; extrusion_multiplier = 1
; perimeters extrusion width = 0.48mm
; infill extrusion width = 0.48mm
; solid infill extrusion width = 0.48mm
; top infill extrusion width = 0.48mm
; first layer extrusion width = 0.47mm
; Första lager
M104 S210 ; set temperature
M140 S70 ;set bed temp, no wait.
M106 S150 ;set fan speed to 100 of 255
; Alla andra lager
M104 S205 ; set temperature
M140 S45 ;set bed temp, no wait.
M106 S150 ;set fan speed to 100 of 255
Se vad jag printar!
3dreserven.se/whatsprinting.php







